搜索

上海涵谷汽车音响.隔音改装
徐汇店:上海市徐汇区桂菁路69号桂菁园30号楼102
你所在的位置:网站首页 > 活动套餐
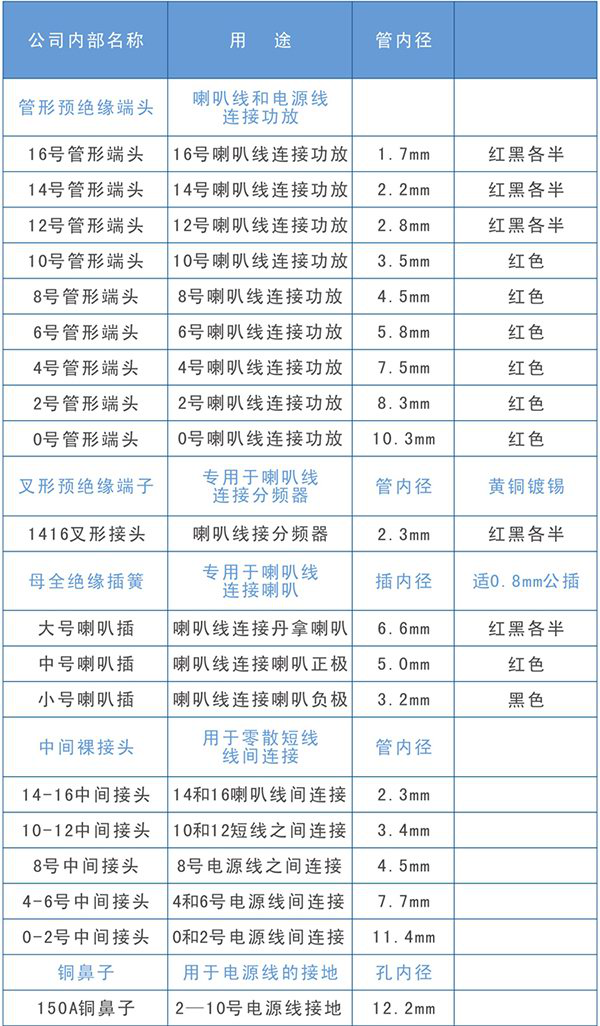
全音域线材冷压端子连接使用技术规范
一、冷压端子即电线、电缆或电器器材上的低温低压接头,低温压制的电线、
电缆或电器器材上的手工接头。压线端子本身具有型号,厂家会依据插入的线径、
端子本身的长度和压接面积等等来区分不同的端子(各个厂家命名的方式可能有
所不同,但是大致都会以以上条件来进行命名)。利用现有轨道式接线端子连接
技术,具有无机械触点抖动、无磨损、低压高流效率好、不怕振动、不受位置影
响且寿命长等优点,因此在线路领域得到广泛应用。
二、汽车音响冷压端子作业及检验
1.操作方法
(1)剥去导线的绝缘层。①使用工具。剥线钳,压线钳,美工刀,螺丝刀,
钢尺;②技术要求。剥去导线绝缘层时,不得损害线芯,使导线线芯金属裸露;
绝缘层剥去的长度应符合使用要求;③检验方法。采用笼式端子接线时,应保证
导线绝缘层要进入端子的圆孔中:4mm2及以下导线的绝缘外皮要求进去3-5mm2,
6-10mm2导线的绝缘外皮要求进去5-7mm2.使用卷尺目测。非正面接线及其他笼式
弹簧接线要求剥线长度正确。
(2)清洁接触面。在冷压端子与导线插装之前,将剥开的线芯和冷压端子
仔细清理干净,要求裸露导线光洁无非导电物和异物,冷压端子内部清洁。检验
方法为目测。
(3)线芯插入冷压端子套。剥开的线芯插入冷压端子套时,将所有的线芯
全部插入端子中,检验方法为目测。
(4)冷压端子冷压接将导线端子压接到导线上,需要专用压线钳压接。本
节检验方法均为目测。①导线的截面要与冷压端子的规格相符;②使用压接工具
的钳口要与导线截面相符;③压接部位在冷压端子套的中部,压接部位要求正确;
④压接工具必须把工具手柄压到底,以达到要求的机械性能;⑤66mm2及以上管
状端子冷压端子压接完毕插入弹簧端子时,将管状端子截面大的一面与弹簧铜片
相接触。要求大截面朝向冷压端子中心处。
2.冷压端子压接检验
(1)按导线截面使用对应的合适的冷压端子,要求对应规格完全相同。
(2)剥去导线绝缘层的长度符合规定,要求长度正确。
(3)导线的所有金属丝完全包在冷压端子内,要求无散落铜丝。
(4)压接部位符合规定,要求压接部位正确。
(5)压接工具必须以满足强度为要求,每三个月检定一次,符合要求的工
具应具有显示其在有效期内的标签。
3.布线捆扎布线捆扎时每隔400mm至少捆扎一次,扎头必须向下。